



當前高強度鋼板廣泛應用于車身上,但由于高強度鋼板成形性能差、成形后回彈嚴重等缺點,對模具的工藝設計和結構設計提出了更高的要求。同時,回彈問題的存在會影響沖壓件的尺寸精度和表面質量,影響車輛裝配質量。影響回彈的因素涉及材料性能、鈑金件造型和沖壓方案。
針對某型汽車縱梁的回彈問題,利用 AutoForm 軟件分析了上述因素對其沖壓回彈的影響,并根據回彈補償后的模具型面設計并加工模具。文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya2024111240.html
1 回彈原理及控制 1.1 板料卸載回彈原理 回彈產生的原因主要包括兩個方面:一是在沖壓加載過程中,金屬板材的內外表面和中心不同時進入 塑性變形狀態,當負載消失時,將會向相反的方向反 彈;二是彈性變形始終貫穿在塑性變形過程中,卸荷后彈性回彈。研究回彈問題,應該考慮壓模間隙、摩 擦因數、材料特性、拉延筋和其他因素的影響。1.2 板料沖壓成形回彈控制 金屬薄板沖壓成形的回彈控制方法分兩種:一種 是工藝控制方法,從影響回彈的諸多因素入手,通過優化材料性能、減少凹凸模間隙、增加拉延筋、增加壓邊力等工藝方法來減少回彈,但無法消除;另一種是模具補償方法,通過預測回彈量和實驗測量來預先修正模具,使得回彈后沖壓件的形狀滿足設計要求。在實際應用中,模具補償法可以有效解決回彈問題, 此次研究將這兩種方法結合運用。文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya2024111240.html
2 汽車縱梁的拉延成形及回彈數值模擬文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya2024111240.html
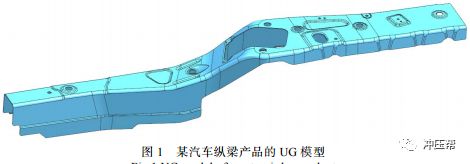
2.1 汽車縱梁的 UG 模型 某汽車縱梁產品的 UG 模型見圖 1,文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya2024111240.html
 文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya2024111240.html
文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya2024111240.html
較大的尺寸、 較厚的金屬板、復雜的形狀結構和較高的成形精度是某汽車縱梁產品模型的顯著特征,可將該模型作為一 般拉深成形的特例進行模擬與分析。為了降低汽車的車身質量,常采用大尺寸汽車梁和較薄的高強度鋼板材料,所以回彈現象變得特別明顯,因此,如何最大限度地減少回彈成為研究的重點。2.2 縱梁板料參數縱梁板料為雙相鋼 B340/590DP1.6,其力學性能參數見表 1。運行 AutoForm 軟件的自動成形模塊對數值模擬參數進行設置,通過偏置創建出凸模與壓邊圈參數并設置凹模參數,采取壓邊力控制法,凸模移動速度為 5000 mm/s,壓邊力為 2350 kN,摩擦因數取 0.15。文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya2024111240.html
 文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya2024111240.html
文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya2024111240.html
2.3 未進行回彈補償時板件的回彈分析 由于汽車縱梁的非對稱性,無法減少計算量,因 此采用完整模型進行回彈模擬。板料厚度 1.6 mm,汽 車縱梁未進行回彈補償模擬結果見圖 2,其中圖 2 所 示的最大回彈量達到 13 mm,表明存在成形缺陷。文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya2024111240.html
 文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya2024111240.html
文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya2024111240.html
2.4 進行回彈補償時板件的回彈分析 基于 AutoForm 分析得到的回彈結果,針對汽車縱梁的多工序采取多次補償,最終達到合格要求,如 圖 3 所示。文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya2024111240.html

3 基于計算機輔助工程的回彈補償技術 高強鋼板制件的回彈控制主要從以下 3 個方面 入手,任何方面的出錯都將導致回彈控制出現失真、 失控,因此這 3 個方面都必須進行嚴格控制。文中以 高強板雙向鋼 B340/590DP 料厚 1.6 mm 的縱梁為例進行詳細闡述。3.1 前處理 前期的工藝分析精度設置、工具體剛度 Tool Stiffness 設置、壓力設置、工序的設置、回彈之后的 工序重力加載設置、實體筋設置等必須進行嚴格設 置,以確保分析得到的結果真實有效,為回彈補償提 供指導依據。1)精度設置時,必須在 FV 中更改相應框選的 參數,結果輸出全部打開 All on,除去熱成形溫度選 項,滑移線手動設置 100 mm。2)工具體剛度(Tool Stiffness)設置,所有彈性 原件包括壓邊圈、壓料板均需要設置剛度值,不能完 全使用默認值 50 MPa/mm,剛度設置見表 2。

3)壓力設置,初步分析需要先使用 Force Controlled,p=3 MPa,算出一個初步的成形力,然后調 整到額定的壓力噸位(Constant Force),使用此噸位進 行壓邊圈閉合確認,看壓邊力有無增加,最后使用 Spring Controlled 確保到拉延過程壓邊力不自動增加, 到底前 5 mm 左右可允許有波動,此時壓邊力最準確。4)工序的設置,需要和 DL 排布完全一致,避免 分析時的工序排布與實際不一致造成回彈補償失真。
5)回彈之后的工序重力加載需要設置,目的是 擬現場實際放件的過程。6)拉延筋按以下標準設置后轉換成實體筋進行計 算,后期的加工數據直接使用計算結果而不再更改。3.2 回彈補償階段 當分析結果顯示沒有起皺、開裂等問題后,根據制件的工序內容和各工序件的回彈要求對整形工序進 行回彈補償,修邊工序進行符型補償,并用補償后的面進行計算,以確保制件回彈控制在公差范圍內。

Op10 拉延工序對頂面進行了補償,黃色為產品 面,淺藍色為加工面,如圖 5 所示。Op20 修邊工序進行了符型補償,局部進行了避空處理。黃色為產品 面,淺藍色為加工面,如圖 6 所示。Op30 翻邊工序 對翻邊面進行了補償,黃色為產品面,淺藍色為加工 面,如圖 7 所示。Op40 側整形工序對制件進行了全型面補償,并將回彈值控制在公差范圍內。黃色為產品面,淺藍色為加工面,如圖 8 所示。


3.3 現場調試階段 現場調試過程中只允許對模具型面進行輕微打磨,不允許使用砂輪機對模具進行打磨。通過嚴格控制,對現場出件進行掃描驗證,測量結果顯示誤差在 可控范圍內,經過進一步的局部改動即可達到制件合格率,如圖 9 所示結論 1)對某型汽車縱梁在多步成形工藝有限元分析的基礎上進行沖壓試驗,試沖出的產品質量滿足要求,數值模擬與試驗結果表明設計的多步成形工藝方案可行。2)經過多次回彈補償,縱梁的最大回彈由補償前的 13 m 減小至±0.5 m 以內,回彈補償效果較為顯著。回彈補償的應用使回彈量得到了嚴格的控制,提高了縱梁的成形精度。
 博主現就職于深圳市鴻栢科技實業有限公司, 從事焊接設備營銷推廣及銷售工作15年,擁有豐富的行業經驗及資源,致力于中國汽車焊接設備營銷推廣,歡迎廣大汽車制造焊接工藝與車身新材料連接技術研究的朋友們一起探討新技術、新設備。??
博主現就職于深圳市鴻栢科技實業有限公司, 從事焊接設備營銷推廣及銷售工作15年,擁有豐富的行業經驗及資源,致力于中國汽車焊接設備營銷推廣,歡迎廣大汽車制造焊接工藝與車身新材料連接技術研究的朋友們一起探討新技術、新設備。??
? ? ? ?螺柱焊機,點焊機,電極帽修磨機及各種焊接設備備件易損件,備件采購聯系:18682260315
 汽車連接
汽車連接
螺柱焊工藝革新現代制造業的關鍵技術


