



汽車沖壓外覆蓋零件本身尺寸較內部加強零件要大,而且形狀更復雜。受零件在成形過程中拉延深度較大,型面復雜等因素影響,在前期調試期間產品容易出現開裂或者暗裂,不僅提高了制造成本、造成材料浪費,而且生產的不良品容易流入到后面的生產工序造成更大的質量事故。所以汽車沖壓零件的開、暗裂缺陷必須在發生源進行控制,避免制造過程的品質不良風險。
零件產生開裂、暗裂的原因文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411800.html
開裂(圖1)是鋼板在拉深成形過程中表面出現裂縫;暗裂(圖2)是鋼板在拉深成形過程中表面出現類似橘皮狀的條紋,可用白光手電筒平行于缺陷面照射檢查(圖3)。文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411800.html
 文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411800.html
文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411800.html
圖1 開裂缺陷文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411800.html
 文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411800.html
文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411800.html
圖2 暗裂缺陷文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411800.html
 文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411800.html
文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411800.html
圖3 暗裂檢查方法文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411800.html
材料本身的問題文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411800.html
⑴材料外觀缺陷。材料本身如果存在夾雜,因夾雜物可承受變形量較小,材料沖壓受外力作用時夾雜物處會出現開裂現象。夾雜是帶鋼在生產過程中產生的一種偶發的缺陷,通過取樣進行微觀分析和成分分析,如圖4、圖5 所示。文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411800.html
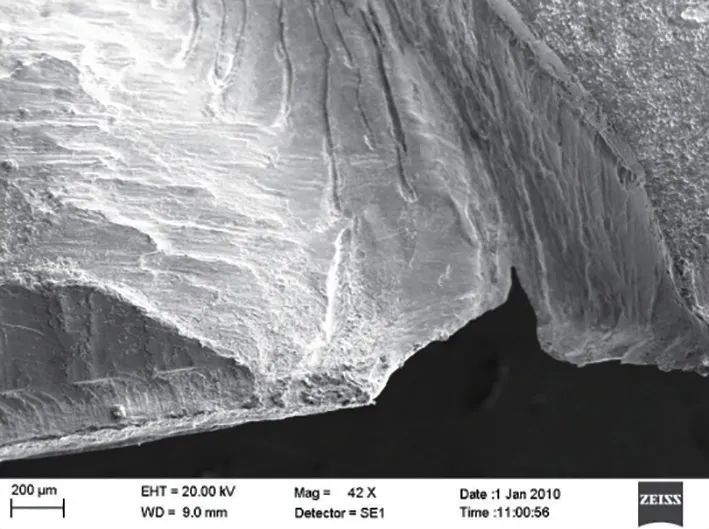
圖4 夾雜部位微觀分析
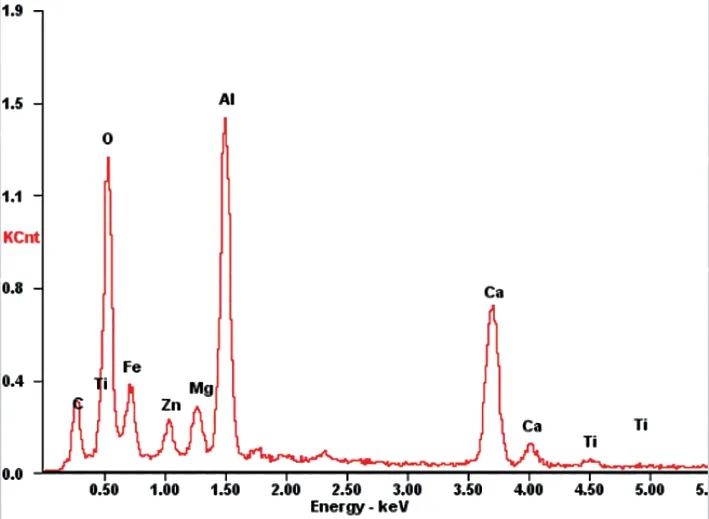
圖5 夾雜部位成分分析
⑵材料性能缺陷。材料機械性能指標(Rm、Rp0.2、El、r、n、A 等)中某一項或多項指標超出規定范圍或與前批次送檢零件參數對比波動較大,都會導致零件在生產過程中出現開、暗裂的風險。表1 為材料性能。
表1 材料性能

⑶材料表面粗糙度。材料表面粗糙度對零件拉深工序走料會造成一定影響,可以利用粗糙度儀對板料進行測量是否在工藝要求范圍內。
⑷板料在生產過程中出現尺寸偏差、邊緣部位變形和較大的毛刺也會造成偶發的開、暗裂不良,成形過程中出現拉傷嚴重也會造成開裂。
模具導致的開、暗裂
⑴拉延模具。沖壓的位置、模具表面粗糙度、模具研合率、拉延筋槽受力情況都會對零件的成形造成影響,其他還包括定位、模具壓料面、平衡塊、頂桿著色、零件R 角狀態等,模具在上機調試過程中會對模具成形裕度進行調整,滿足一定壓力值范圍內零件成形的穩定。
⑵整形模具。整形部位是否存在起皺,或者整形模具研合問題都會導致模具整形時出現疊料而導致開裂。
設備導致的開、暗裂
⑴清洗機油膜。板料零件表面的油膜厚度和均勻度都會影響零件在成形過程中是否出現開、暗裂或起皺的問題,比如清洗的轉速、擠干輥壓力、清洗機速度、噴油量都是影響零件表面油膜的重要參數。圖6、圖7 分別為油膜測量位置和測量照片。

圖6 油膜測量點位置

圖7 油膜測量
⑵壓力機精度。壓力機滑塊垂直度和平行度都要定期進行檢測,液壓墊的參數也是重要影響指標之一。
零件產生開、暗裂的預防控制措施
來料控制
⑴卷料或板料在生產前提前取樣(圖8),對材料力學性能檢驗和成分分析,與材料標準進行對比,定期進行送檢,重要的數據可以每批次記錄后進行對比分析確認過程的穩定性。

圖8 取樣方案
⑵對沖壓零件進行網格試驗,對零件容易開裂的部位在板料上進行標記(圖9),沖壓成形后進行數據分析(圖10),通過對安全裕度和減薄率分析判斷出零件的風險部位。

圖9 零件標記

圖10 數據分析
過程控制
⑴零件拉深后取出零件對比流入量:通過調整壓力大小或確認模具平衡塊著色,模具壓邊圈表面粗糙度等參數來對零件流入量進行測量,分析板料在參數調整后各個區域的走料情況,如圖11、圖12 所示。

圖11 流入量測量位置

圖12 流入量測量
⑵根據CAE 數據分析零件減薄測量風險點部位圖,對零件定期進行減薄率測量,并且對可能造成的開暗裂風險重點位置進行確認。
⑶根據CAE 數據分析零件減薄測量風險點部位圖,編輯成作業標準要求,檢查人員對開、暗裂風險位置進行畫線檢查確認。
減少開暗裂不良流出
除了零件在設計過程中進行CAE 數據分析零件開、暗裂風險點外,調試過程的質量控制和檢查人員前期品質培育也是關鍵。當零件品質穩定后,重點確認過程監控和對變化點的管理。
結束語
開、暗裂是沖壓件的常見品質不良,在日常沖壓生產中,只有在沖壓最后一道工序完成后才可能被發現,不良的再現性差,使得對應開、暗裂的工作非常困難,同時發生的位置具有不固定性也增加了過程檢查的難度。本文介紹的控制開、暗裂的措施,希望能為行業同仁提供一些借鑒。
鐘浩軍, 尹志勇, 張傲, 那木吉拉·廣汽乘用車有限公司宜昌分公司
 博主現就職于深圳市鴻栢科技實業有限公司, 從事焊接設備營銷推廣及銷售工作15年,擁有豐富的行業經驗及資源,致力于中國汽車焊接設備營銷推廣,歡迎廣大汽車制造焊接工藝與車身新材料連接技術研究的朋友們一起探討新技術、新設備。??
博主現就職于深圳市鴻栢科技實業有限公司, 從事焊接設備營銷推廣及銷售工作15年,擁有豐富的行業經驗及資源,致力于中國汽車焊接設備營銷推廣,歡迎廣大汽車制造焊接工藝與車身新材料連接技術研究的朋友們一起探討新技術、新設備。??
? ? ? ?螺柱焊機,點焊機,電極帽修磨機及各種焊接設備備件易損件,備件采購聯系:18682260315
 汽車連接
汽車連接
智能壓鑄革命:汽車零部件的輕量化與高性能制造新紀元

