



現今的沖壓件A 面質量問題分析系統中,已經廣泛使用CAE 分析技術和3D 掃描技術,不僅給沖壓行業的沖壓件質量帶來了重大的技術提升,更是將沖壓件A 面質量問題帶入到量化時代。目前沖壓行業已經將這兩種技術揉合成對比系統作為沖壓工藝的指導性技術,對比系統既可保證沖壓產品的符合度,又驗證了沖壓工藝準確性,在沖壓前、中、后期工作中都有著導向作用。本文將使用CAE 和3D 掃描技術的對比系統來探討沖壓件中的發罩外板風窗尖角A 面波浪問題與優化。
外覆蓋沖壓件中發罩外板屬于較大的復雜造型零件,這類零件由于產品造型原因,風窗尖角區域A 面形狀復雜,目前的沖壓行業中,一般將發罩外板這類零件的成形工藝過程設計成拉延成形及后序的修邊、翻邊成形,以此達到產品成形需求。在CAE 分析過程中,風窗尖角復雜造型區域拉延成形不均勻狀態導致局部成形不充分,并且回彈趨勢明顯,在修邊后又出現開放性的回彈放大狀態,在翻邊后繼續出現聚集性的翹曲回彈狀態,意味著發罩外板風窗尖角如果出現嚴重的A 面質量問題,不僅需要考慮CAE 分析中的成形性和回彈問題,還要考慮全工序的工藝變形影響。文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411292.html
為了更好地分析發罩外板風窗尖角A 面波浪問題,將以某SUV 車型發罩外板作為研究對象,實例分析中,使用CAE 分析技術和3D 掃描技術組成的對比系統來分析發罩外板風窗尖角A 面波浪產生的原因及影響因素,并且針對CAE分析中發罩外板A 面數據和主要成形工序模具型面的3D 掃描數據進行系統的對比分析,確定最佳的優化方案。文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411292.html
發罩外板風窗尖角A 面波浪問題文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411292.html
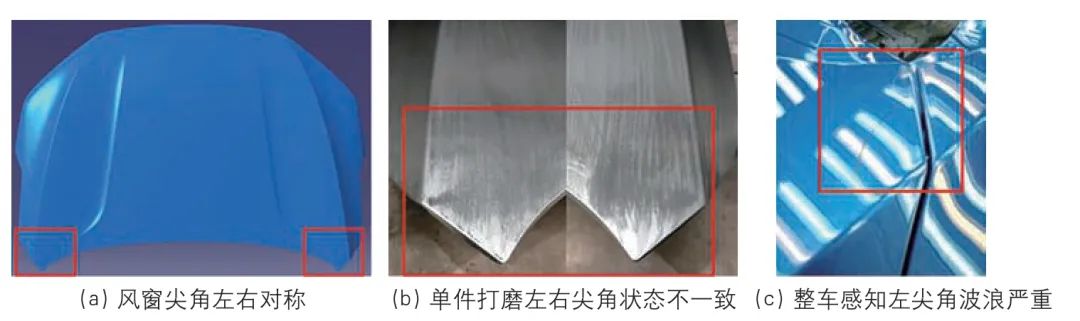
某SUV 車型發罩外板風窗尖角A 面波浪嚴重,如圖1 所示,單件尖角A 面缺陷嚴重,左右尖角狀態不一致,整車漆后A 面感知缺陷嚴重,左尖角A面波浪更為嚴重,屬于不可接受的整車外觀質量缺陷,需要對發罩外板單件風窗尖角A 面質量缺陷進行分析及有效控制。文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411292.html
 文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411292.html
文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411292.html
圖1 SUV 車型發罩外板風窗尖角A 面波浪狀態文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411292.html
原因分析文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411292.html
既然本文的研究方向是使用CAE 分析技術和3D掃描技術組成的對比系統,分析發罩外板風窗尖角A面波浪產生的原因及影響因素,首先需要確定產品數據中發罩外板風窗尖角區域的造型數據是否影響風窗尖角區域A 面成形狀態。文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411292.html
產品造型分析文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411292.html
在風窗尖角區域產品設計曲率分析中,如圖2 所示,風窗尖角區域A 面為多曲率拼接,未見曲率突變。文章源自好焊孫輝博客 http://www.surpass-tech.com.cn好焊孫輝-http://www.surpass-tech.com.cn/weldgyzb/autochongya202411292.html
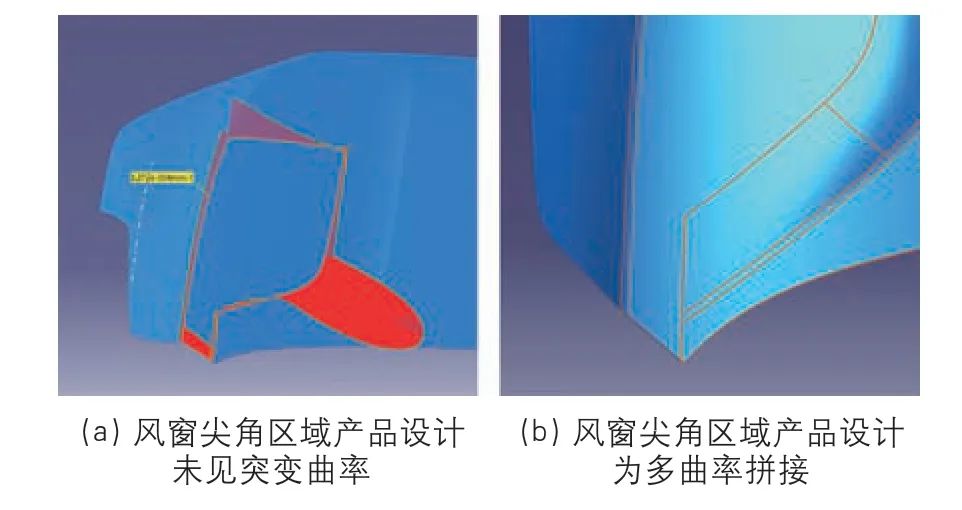
圖2 SUV 車型發罩外板風窗尖角區域產品設計曲率分析結果
根據上述分析,風窗尖角區域A面并無曲率突變,在CAE 分析中不會出現風窗尖角區域A 面的曲率變化,只會出現由于風窗尖角區域A 面多曲率拼接而產生的A 面問題,因此需關注CAE 分析中風窗尖角區域A 面多曲率拼接區域的成形不均引起的回彈變化,下面通過CAE 分析中風窗尖角A 面回彈狀態進行印證。
CAE 分析
為了確認在CAE 分析中,由于風窗尖角區域A面多曲率拼接產生的A 面問題,確定風窗尖角區域A 面工序間回彈數據,并與工序間回彈變化方向作對比。
⑴CAE 回彈分析中,風窗尖角A 面區域成形不均引起的回彈嚴重,并且風窗尖角A 面回彈量在各工序變化較大,有正向與負向的回彈反轉現象,其中風窗尖角翻邊塌陷量最大達-3.033mm,如圖3 所示。
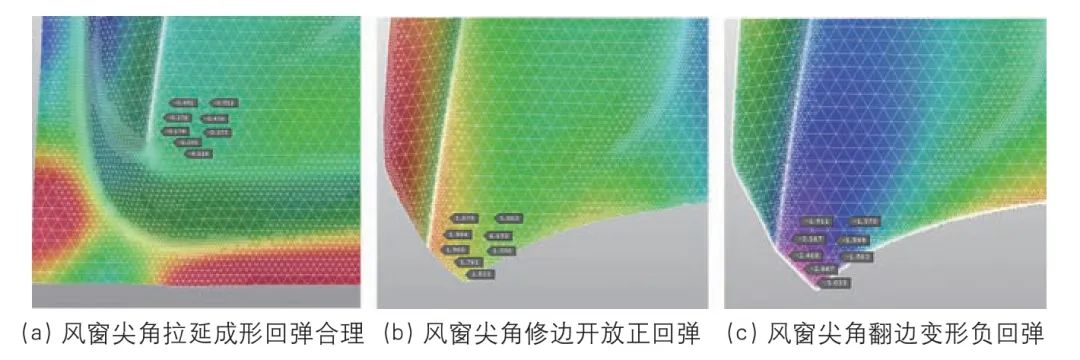
圖3 SUV 車型發罩外板風窗尖角區域CAE 回彈分析結果
⑵CAE 工序變化分析中,風窗尖角A 面在各工序變化較大,并且有反向的變化,整車X 向風窗尖角翻邊后負回彈塌陷變化嚴重,如圖4 所示。
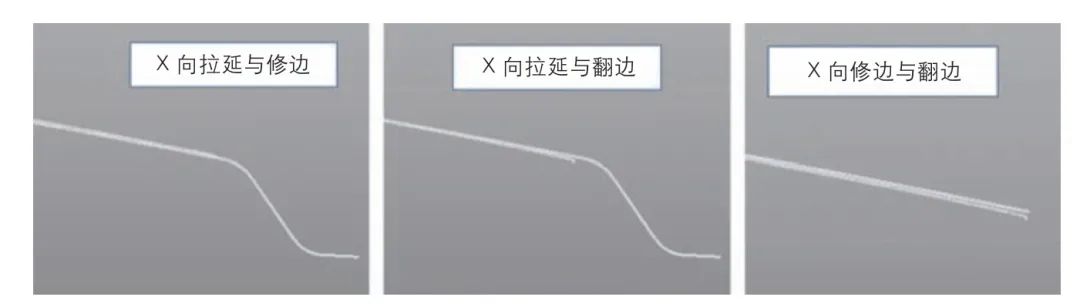
??圖4 SUV 車型發罩外板風窗尖角區域CAE 分析中工序變化對比分析結果
CAE 工序變化分析中,零件進行整車方向剖切,X 向可以看到修邊后應力釋放正回彈嚴重,翻邊后負回彈塌陷嚴重,此現象與前面CAE 分析中的回彈數據方向一致。
根據上面CAE 分析結果,翻邊工序的負回彈塌陷變形趨勢嚴重,在模具型面設計中需要對風窗尖角負回彈塌陷區域進行合理的回彈補償,因此需分析全序模具型面中風窗尖角區域型面回彈補償的狀態,下面將通過全序模具型面分析風窗尖角區域型面狀態并對其進行印證。
全序模具型面分析
為了確認全序模具型面中風窗尖角區域型面回彈補償的狀態,確定風窗尖角區域型面在各工序的補償狀態以及全序符型狀態。
⑴全工序模具型面加工數據分析中,通過模具加工數據與產品數模對比發現,主要特征棱線正向補償,全序符型于拉延凸型面,風窗尖角區域型面在各工序補償狀態一致,如圖5 所示。
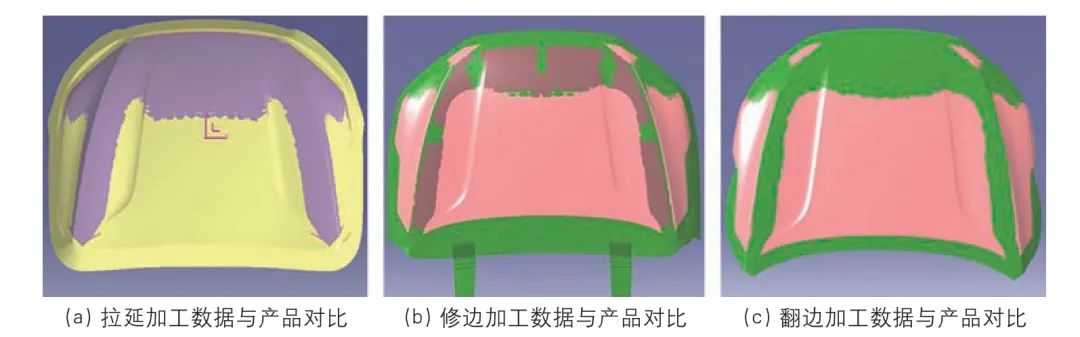
圖5 SUV 車型發罩外板風窗尖角區域各工序模具型面加工數據對比結果
模具加工數據分析中,不僅對零件特征棱線區域進行凸型面向上正向補償,也將風窗尖角多曲率拼接區域的型面進行了正向補償,這個正向的補償在重新做面后,考慮到產品的邊角尺寸不能超差是需要造型過渡的。按照風窗尖角區域的模具型面設計尖角,以外10mm 就是工藝補充圓角切點,這就意味著造型過渡區域的大部分為向內過渡,所以風窗尖角區域型面屬于過渡補償面,而且是內部低、尖角高的狀態,具體范圍還要看模具實物的狀態再進行確認。
⑵模具各工序型面實物分析中,拉延模具風窗尖角區域70mm 范圍內型面為內部低、尖角高的反凹曲面狀態;修邊模具風窗尖角區域70mm 范圍內型面為反凹曲面狀態,與拉延模具凸模型面一致;翻邊模具風窗尖角區域70mm 范圍內型面為反凹曲面狀態,與拉延及修邊模具凸模型面一致,如圖6 所示。
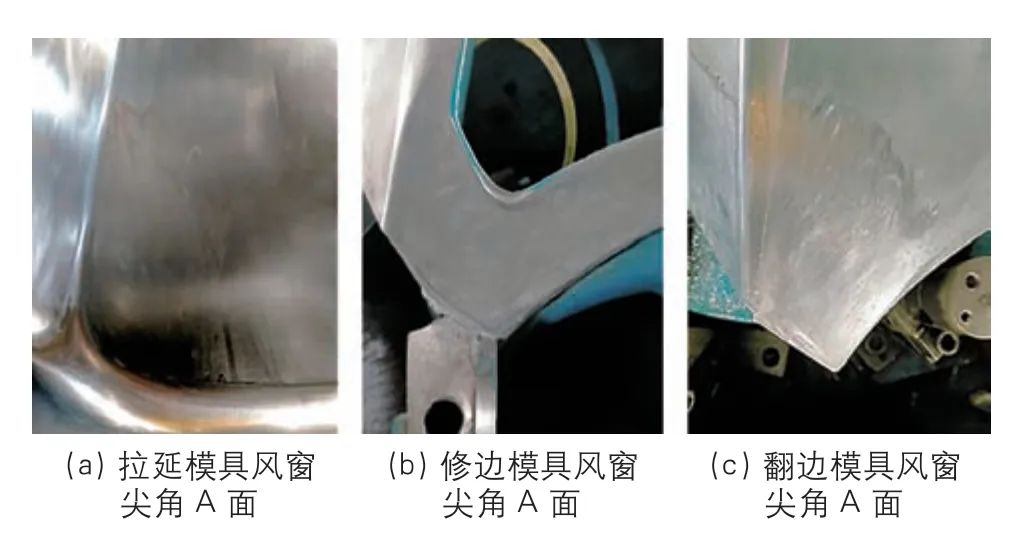
圖6 SUV 車型發罩外板風窗尖角區域各工序模具型面現狀對比結果
在模具型面實物分析中,全工序模具型面風窗尖角區域型面為反凹曲面狀態,各個工序模具型面反凹曲面狀態一致,印證了全序模具型面實物型面狀態與各工序模具型面加工數據趨勢一致,各工序模具型面基準狀態一致。
根據上面模具型面分析,全工序模具型面風窗尖角區域型面塌陷趨勢嚴重,會影響各工序件成形后風窗尖角區域內部A 面形狀的變化,因此需分析全工序中風窗尖角區域A 面變化,下面通過工序件分析中風窗尖角區域A 面狀態進行印證。
工序件分析
為了確認全工序件中風窗尖角區域A 面的狀態,確定風窗尖角區域型面在各工序的A 面塌陷狀態以及各工序的A 面變化狀態。
⑴各工序件風窗尖角區域A 面狀態分析中,拉延工序件風窗尖角區域60mm 范圍內有凹向波浪,與拉延模具型面趨勢一致;修邊工序件風窗尖角區域60mm 范圍內有凹向波浪,修邊件風窗尖角上翹,風窗尖角區域塌陷與拉延件趨勢一致;翻邊件風窗尖角區域30mm 范圍內有凹向波浪,與拉延件及修邊件對比狀態不一致,如圖7 所示。
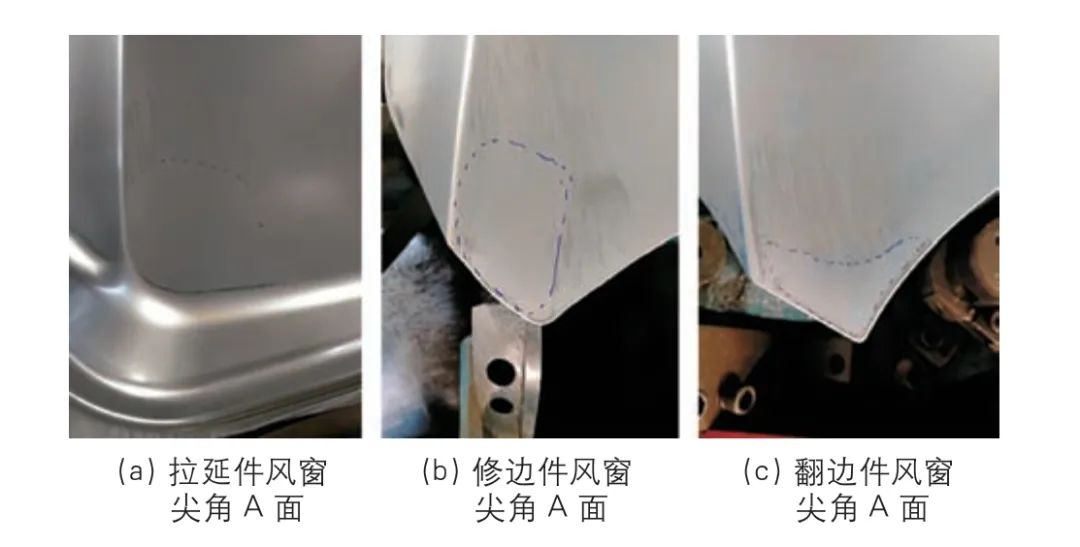
圖7 SUV 車型發罩外板風窗尖角區域各工序件A 面現狀對比結果
工序件分析中,各工序件風窗尖角區域都有凹向波浪,翻邊工序件風窗尖角區域凹向波浪不均勻,意味著翻邊工藝對風窗尖角區域凹向波浪有較大的影響,這成了風窗尖角區域A 面波浪的最大變化點。
根據上面分析,全工序件風窗尖角區域A 面都有凹向波浪狀態,翻邊工序件風窗尖角區域的凹向波浪范圍雖然縮小了,但是翻邊棱線凸起較高,導致翻邊工序件風窗尖角區域的塌陷狀態更為嚴重,這個狀態是異形輪廓角部翻邊工藝的必然結果,一般的優化思路是在翻邊凸模型面飽滿的前提下,將翻邊間隙調整至一個料厚,可以有效控制翻邊后棱線凸起量,因此在調整翻邊間隙前需要確認翻邊凸模型面飽滿狀態,下面通過翻邊模具型面分析中風窗尖角區域型面狀態進行印證。
翻邊模具型面掃描分析
為了確認翻邊凸模型面飽滿狀態,對翻邊模具風窗尖角區域的凸模型面及壓料型面進行掃描,提取數據后制作片體數據,并在CATIA 軟件中與翻邊模具加工數據對比,確定風窗尖角區域型面實物狀態以及左右兩側風窗尖角區域型面的不一致狀態。
通過翻邊模具型面掃描數據進行3D 片體對比,如圖8 所示,翻邊模具型面掃描3D 片體數據與翻邊模具加工數據擬合,左側尖角偏低0.4mm,右側尖角偏低0.6mm,偏差范圍在整車X 方向約140mm,偏差范圍在整車Y 方向約90mm。
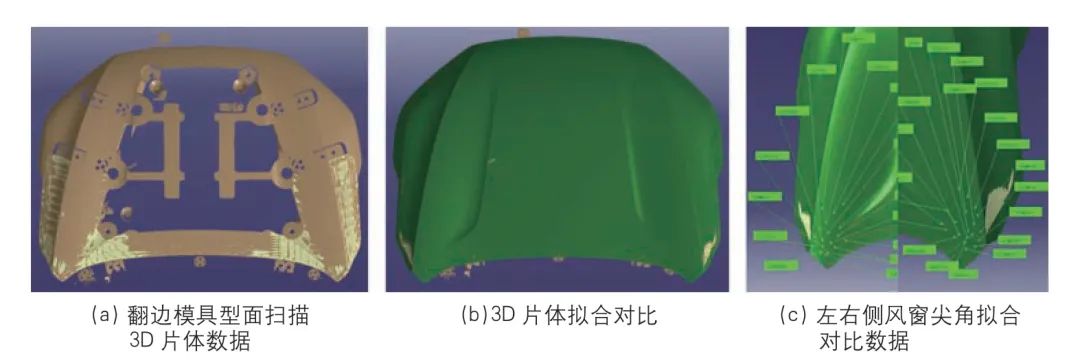
圖8 SUV 車型發罩外板翻邊模具型面掃描3D 片體數據與翻邊模具加工數據對比
翻邊模具型面掃描分析中,翻邊模具3D 片體數據與翻邊模具加工數據擬合后,左右側風窗尖角區域型面都有缺失量,棱線區域缺失量最大,A 面缺失范圍接近,但缺失量不一致,意味著翻邊模具左右側風窗尖角區域型面功能性不足,對風窗尖角區域翻邊成形后的凹向波浪有較大的影響。
翻邊間隙確認
為了確認翻邊狀態,對翻邊模具風窗尖角區域的翻邊凹模型面均勻性及間隙值進行確認,提取間隙值并進行一個料厚的間隙值調整。
對翻邊模具翻邊成形間隙進行一個料厚尺寸(0.7mm)的調整,如圖9 所示,調整后進行翻邊棱線凸起狀態確認。
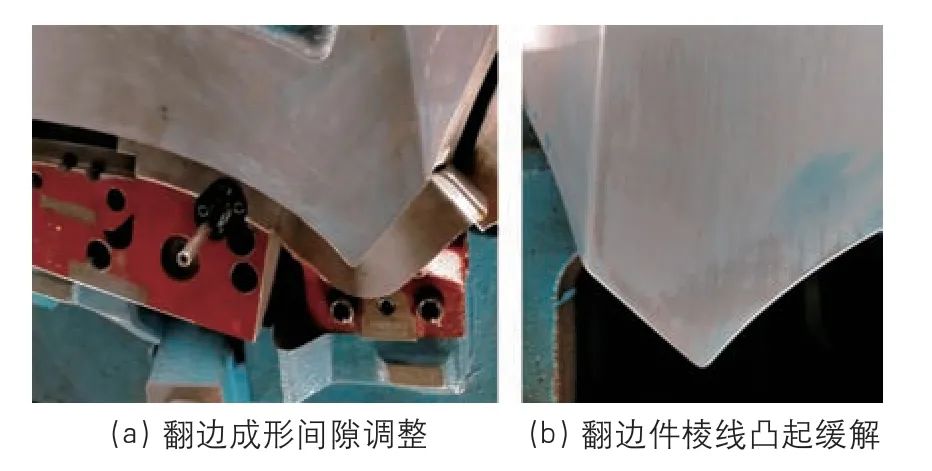
圖9 SUV 車型發罩外板翻邊模具翻邊成形間隙調整后翻邊棱線凸起驗證結果
翻邊間隙確認后,對翻邊成形間隙進行一個料厚尺寸(0.7mm)的調整,風窗尖角翻邊棱線凸起緩解,風窗尖角A 面凹向波浪減輕,但A 面缺陷依舊存在,需要針對翻邊模具左右側風窗尖角區域型面缺失狀態進行正向補償,解決風窗尖角區域型面功能性不足導致的翻邊件風窗尖角A 面凹向波浪惡化問題,接下來依據翻邊模具左右側風窗尖角區域型面缺失數據,進行翻邊模具左右側風窗尖角區域型面的補償設計。
某SUV 車型發罩外板翻邊模具風窗尖角型面補償設計
依據翻邊模具型面掃描分析中,翻邊模具3D 片體數據與翻邊模具加工數據擬合對比結果,確定左右側風窗尖角區域型面補償量為0.5mm,同時,確定左右側風窗尖角區域型面補償范圍長約140mm,寬約90mm,如圖10 所示。
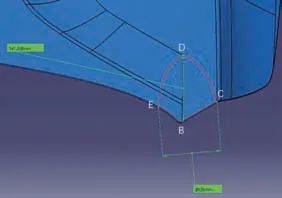
圖10 SUV 車型發罩外板翻邊模具型面補償設計方案
依據翻邊模具型面確定的左右側風窗尖角區域型面補償量為0.5mm,左右風窗尖角區域型面補償范圍長約140mm,寬約90mm,以此進行加工數模修改,并確認型面設計的光順度,如圖11 所示。
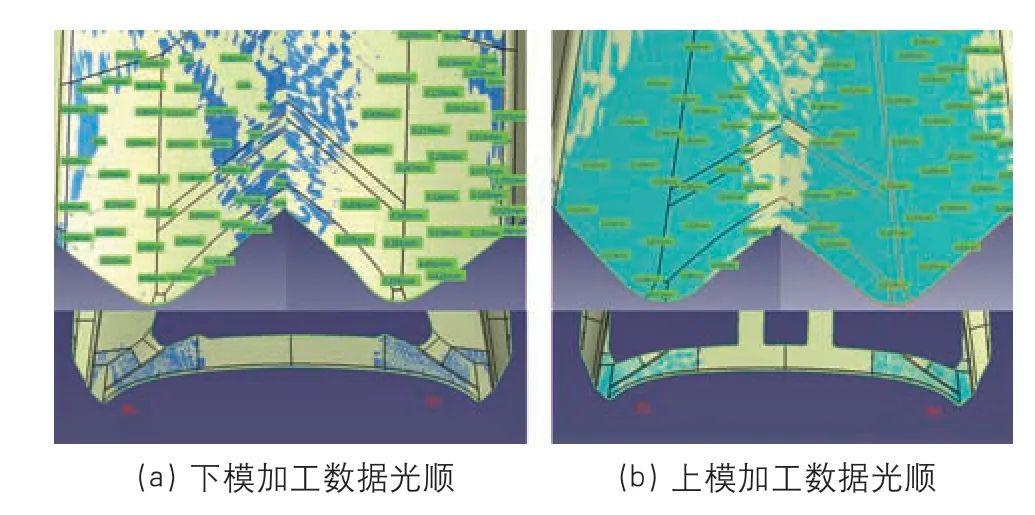
圖11 SUV 車型發罩外板翻邊模具型面補償加工數據修改結果
某SUV 車型發罩外板翻邊模具風窗尖角型面補償修改并驗證
依據翻邊模具型面補償加工數模,對翻邊模具型面進行修改,如圖12 所示。
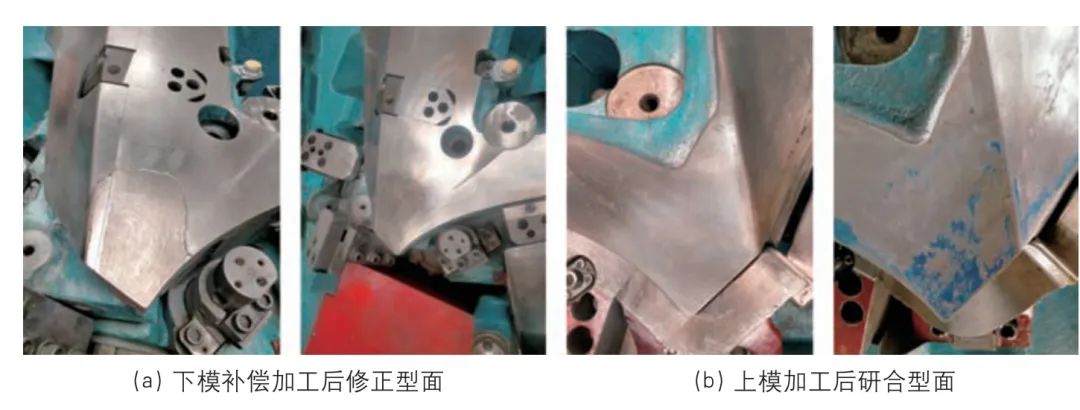
圖12 SUV 車型發罩外板翻邊模具型面補償修改后型面狀態
翻邊模具型面補償研合后,生產驗證件后,確認發罩外板單件左右側風窗尖角區域A 面波浪均勻輕微,左右側狀態一致,如圖13 所示。
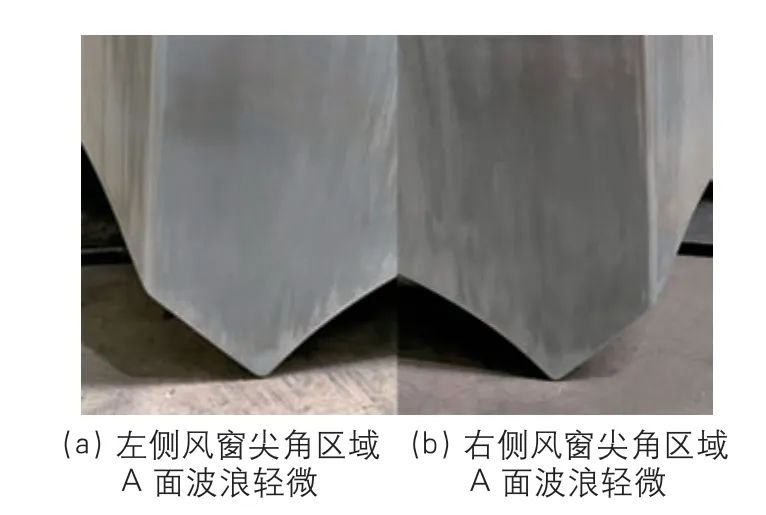
圖13 SUV 車型發罩外板翻邊模具型面補償研合后生產驗證件結果
效果驗證
整車評審中發罩外板風窗尖角漆后A 面無感知缺陷,如圖14 所示。

圖14 SUV 車型整車漆后發罩風窗尖角無感知缺陷
結束語
針對發罩外板風窗尖角A 面波浪問題,經過前面的實例分析,可以看到,使用CAE 分析技術和3D掃描技術組成的對比系統進行產品成形性分析,對回彈特性分析和全工序模具型面對比分析,確認工序件回彈變化。通過量化對比的方法,翻邊間隙在一個料厚尺寸的前提下,準確的對翻邊工序模具型面進行工藝修改和A面補償,有效提升了翻邊模具型面功能性,合理控制了翻邊工藝對發罩外板風窗尖角A 面波浪的影響,發罩外板單件風窗尖角A 面波浪缺陷輕微,整車風窗尖角漆后外觀質量無缺陷。通過發罩外板風窗尖角A 面波浪問題分析與優化研究,這種優化A面質量的方式可拓展至其他車型的質量提升工作中,為沖壓領域的沖壓件質量提升開拓了思路、奠定了基礎。
 博主現就職于深圳市鴻栢科技實業有限公司, 從事焊接設備營銷推廣及銷售工作15年,擁有豐富的行業經驗及資源,致力于中國汽車焊接設備營銷推廣,歡迎廣大汽車制造焊接工藝與車身新材料連接技術研究的朋友們一起探討新技術、新設備。??
博主現就職于深圳市鴻栢科技實業有限公司, 從事焊接設備營銷推廣及銷售工作15年,擁有豐富的行業經驗及資源,致力于中國汽車焊接設備營銷推廣,歡迎廣大汽車制造焊接工藝與車身新材料連接技術研究的朋友們一起探討新技術、新設備。??
? ? ? ?螺柱焊機,點焊機,電極帽修磨機及各種焊接設備備件易損件,備件采購聯系:18682260315
 汽車連接
汽車連接
智能壓鑄革命:汽車零部件的輕量化與高性能制造新紀元

